2000年を前後して、ロールラベラーの一連の特許の権利が次々と消滅する中で、2003年に、10年20年先を見越して新型のロールラベラーの開発に着手した。これまでのロールラベラーの一連の技術を一旦捨てて、新しい技術を次々と生み出していくことになる。
その当時、コスト削減や環境への配慮といった関心から、ラベルフィルムの極薄化も進んでいた。たとえば飲料分野ではPETボトルのラベルフィルムが50μ から30μ以下にまで薄くなり、ラベル送りが困難になってきていた。またPETボトル自体の厚みも限界まで薄肉化が図られ、柔らかいボトルヘのラベリングという課題に直面していた。こうした課題も踏まえ、一連のロールラベラーの各構成要素の抜本的改造と新たな機構の開発に取り組んだわけである。
手始めに、角度調整機能付き可動固定刃式(スイング式)ロータリーカッターを開発し、試作機を完成させた。その
試作機を基に、ラベル送り装置部をまったく新たにつくり直し、ラベル送りとカッティングのテストを繰り返して改造を重ね、新たな機構を完成させた。ローラーボス式ラベルテーブルや補助送りバッファーコンベア式ラベル送り機構、さらにテンションアーム制御式ラベル送り機構として結実した。これにより、極薄フィルムの高速送りとラベル供給ユニットの高速切り替えを可能にし、ロールラベラーの貼り付け速度と効率化が一段と向上した。
これらの技術は実機に搭載されるとともに、角形容器の全周巻きフィルムラベラーとして新たな機種開発の原動力ともなっている。またロールシュリンクラベラーヘの可能性を秘めた技術として、さらなる発展の方向性を示すものである。
新型ロータリーカッターの開発
これまでラベルカッターには長く、固定刃回転刃式ロータリーカッターが採用されてきた。
だが、固定刃の調整に熟練を要することや、ラベル供給ユニットの切換え時には機械運転を大きく減速させる必要があることからロータリーカッターの改造が求められた。
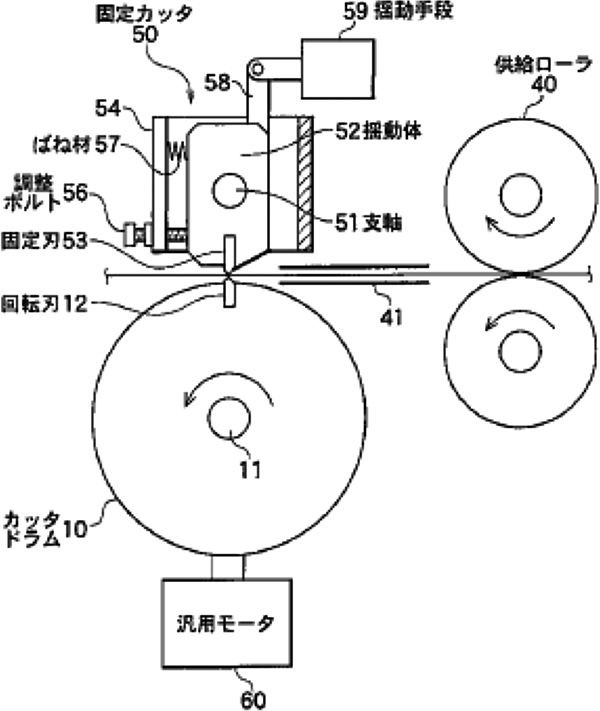
角度調整機能付き可動固定刃式(特許2003.12)
従来の固定刃を可動式にすることによって、瞬時にラベル供給側を切り換えることが可能となり、ラベル供給サイドの高速切り替えを実現した。カッター刃の磨耗に伴う刃当たり調整を、固定刃のストッパーの役割も果たす調整ボルトの出し入れによって容易に調整することを可能にした。固定刃可動体の弾性力でスムーズな切断が行われ、しかも固定刃と回転刃との刃砥ぎ作用で切れ味が保たれる(以下図、写真)。
吸引機能付き可動固定刃式(特願2004.1)
長いラベルのカットの際に、吸引ドラムヘのラベルの移送を可能にするために、回転カッタードラムに吸引孔を設けてラベルを吸引し移送ドラムに受け渡す方式である。
エアー吹き付け可動固定刃式(特願2006.3)
ラベル送りによるカッター刃直前でのジャミングを防止するために、カッター手前にエアー吹き出しノズルを設けて圧空を吹付ける方式である。
新型ラベル供給装置
次に新型ラベルカッターの開発から、ラベル供給の上流であるラベル送り装置の開発へと進む。これまでにない発想でラベルテーブルを改変し、ラベル送り機構を根本から構築しなおすものである。
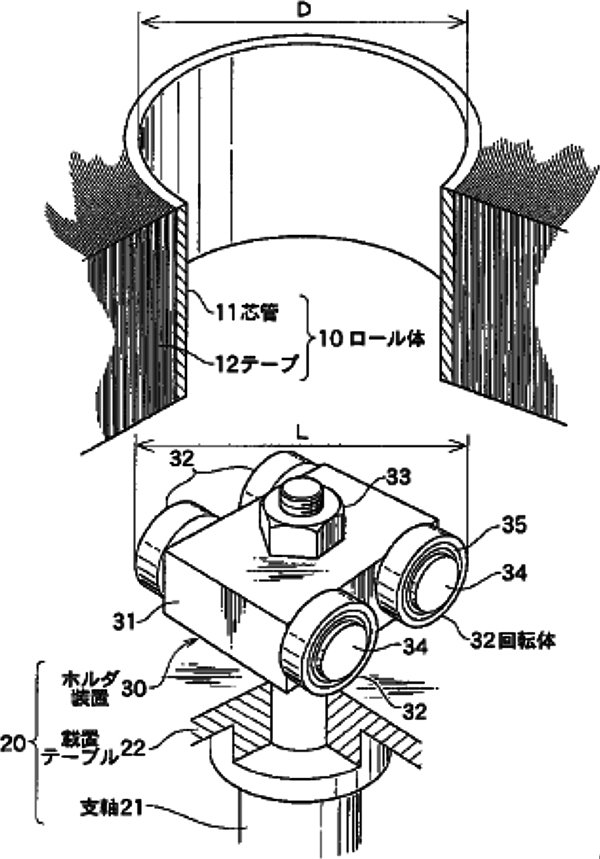
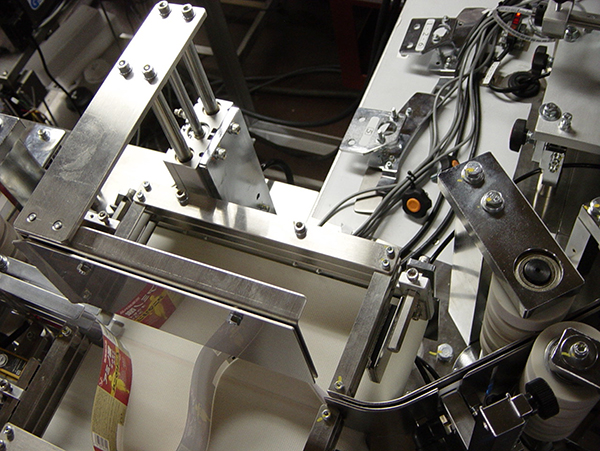
ローラーボス式(特許2005.3)
ラベルテーブルのローラー付きホルダーにより、ロールラベルのロール体をラベルテーブルヘ挿入し、固定することを同時に行うことができるようになった。
これまではラベルテーブルにロールラベルをセットした後に、ピン等によってロックする必要があった。先に述べたロールラベル自動供給装置にこの方式を用いることで、ラベルテーブルヘロールラベルを自動的にセットすることが容易になる(以下図、写真)。
制動摩擦板付きローラーボス式(特願2005.11)
上記ラベルテーブルの直下に制動摩擦板を設けることで、ラベルロールの重量の大小に比例して制動力を変化させる方式である。
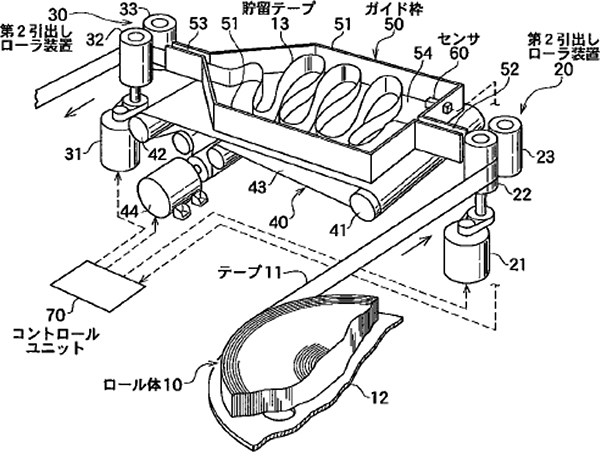
補助送りバッファーコンベア式(特願2005.10)
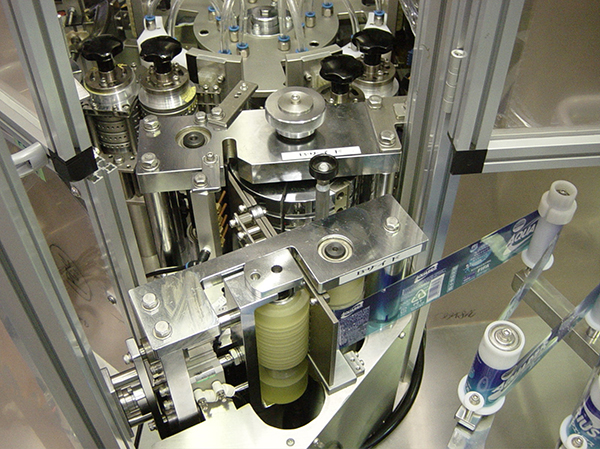
第2引き出しローラー装置(補助送り部)からバッファーコンベア(40)ヘロールラベルを引き出し、バッファーコンベア(40)にロールラベルをプールすることによって、第1引き出しローラー装置(ラベル繰り出し部)でのラベル張力が発生しない。これにより極薄フィルムのロールラベルの伸張を抑え、正確なラベルの切断が可能となったものだ(以下図、写真)。
テンションアーム制御式ラベル送り機構(特願2010.12)
一見すると、先の述べた旧来のテンションアーム式ラベルテーブルと同じように思えるかもしれない。
このラベル送り機構は、マークの検出でラベルの引き出し量に同調するように、サーボモーターの駆動源を持つラベルテーブルが、ラベルを送り出している。
全周巻きロールラベラー
PETボトルでの需要が増える中で、円形や角形など大小様々な形状の容器に対応でき、しかも極薄フィルムで軽量ボトルに巻き付けることができるロールラベラーの開発が急務となっていた。
当然ながら、ラベルは箱詰めや輸送時、店舗陳列や自動販売機の取り出し時に剥がれないことが最低条件である。それと相反して使用後のリサイクルでは、容器に接着剤が残りにくく剥がし易いといった仕様が求められるわけである。しかも効率化を求める生産工場のラインでは、24時間生産といった過酷な稼動条件に耐え得る性能や耐久性を備えたラベラーでなければならない。そのために、ストックしたロールラベルを自動的に供給してラベルセットする方法や、2つのラベル供給ユニットを備えてスムーズにかつ高速での自動切換えなどの課題に挑戦することになる。
また、その挑戦はターレットロータリーのベースカップ回転駆動のサーボモーター化と、貼付ドラムの方式の改変、さらには感熱ラベル、ホットメルト、紫外線硬化型接着剤(「紫外線硬化によるシュリンクラベル接着方法」特許2010.7)などのラベル接着方式といった様々な分野まで及んだ。
全周巻きラベル貼付ドラム(特願2006.8)
ターレットロータリー上を回転搬送する角形容器に全周ラベルを巻き付けるために、貼付ドラムの周面に「逃げ部」を設けている。
これにより、公転しながら自転する角形容器が貼付ドラムに接触することがなく、スムーズにラベルが巻き付けられる。
全周巻きラベル・逃がし形状貼付ドラム(特願2007.6)
角形容器に全周ラベルを巻き貼り付けるために、貼付ドラムの外周面に「逃げ部」を設けるとともに、ラベルの吸着長さを補完するために「中間補完部」を設けている。
これにより、公転しながら自転する角形容器へ全周ラベルを高速でかつ正確に巻き付けることができる。
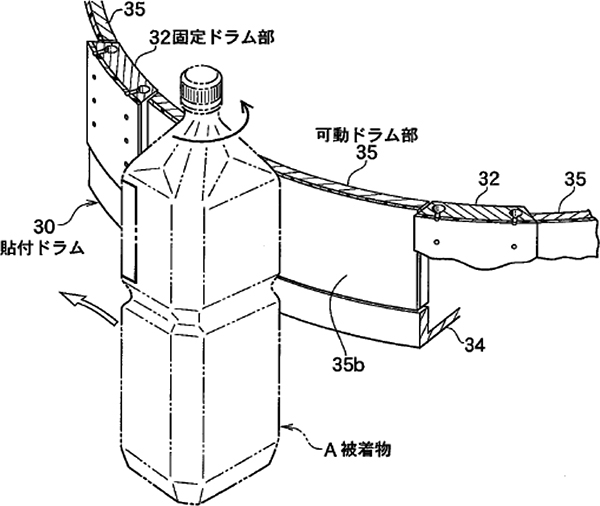
全周巻きラベル・可動式貼付ドラム(特許2008.1)
角形容器に全周ラベルを巻き貼り付けるために、貼付ドラムの外周面に進退移動する可動ドラム部を設け、公転しながら自転する角形容器が貼付ドラムに接触しないようにしている。
これにより、公転しながら自転する角形容器へ全周ラベルを高速でかつ正確に巻き付けることができる(以下図、写真)。

全周巻きラベル・先端後端パッド式貼付ドラム(実施例2011)
貼付ドラムに吸着され移送されるラベルの先端部と後端部に接着剤を塗布し、ターレットロータリーに公転しながら搬送されてくる容器に、ラベルの先端部を接着させる。その直後に、容器が高速で自転してラベルが巻き付けられ、ラベルの後端部がラベルの先端部に重ね合わせて接着される(以下写真)。
このラベル巻き付けという動作は、容器を公転させながら自転させてラベルを容器に貼り付けるという「貼付ドラム」と、「R仕上板」によるラベル貼り付けの回転運動の思想を生かしたものである。ラベルを巻き接着するという動作も自転と公転運動というシンプルな動きによって達成したもので、薄肉のPETボトルのような柔らかい容器でもラベルを正確に全周に巻き付けることができる。
以上のように、ロールラベラーの開発を始めてから39年目を向かえた現在まで、様々な発展の段階を辿りながらその性能を向上させてきたのである。
振り返えれば、間欠送り機構に始まり連続送り機構へと進展し、ラベル供給自動切換え機構、打ち抜きユニット、高速ロールラベラーヘの貼り付け方式の開発を踏まえて、現在のロールラベラーまで至ったわけである(以下写真)。
それらの技術は国内のみならず世界各国にも波及し、世界標準技術として採用されるに至っている。そうした功績の評価として、当社会長の山下經一は1986年に「科学技術庁長官賞」を、1996年には「黄綬褒章」を受章している。
冒頭に触れた2003年には、それらのこれまで築いてきた核心的技術を一旦捨て去り、ロールラベラーの再構築を目指すことで一段階高いステージでの新しいロールラベラーを完成させることができたわけである。